





















 |
Placa fria refrigerada por líquido para inversor (placa fria líquida do inversor)
Detalhes do produto:
| Lugar de origem: | Dongguan,Guangdong,China |
| Marca: | UCHI |
| Certificação: | UL.VDE,SGS,REACH,CQC,CSA.ISO.ROHS,CUL |
Condições de Pagamento e Envio:
| Quantidade de ordem mínima: | 1000 PCS |
|---|---|
| Preço: | Negociável |
| Detalhes da embalagem: | volume |
| Tempo de entrega: | 5-7 dias |
| Termos de pagamento: | T/T, Paypal, Western Union, grama do dinheiro |
| Habilidade da fonte: | 5000,000,000PCS pelo mês |
|
Informação detalhada |
|||
| Potência de dissipação de calor: | ≥25W | Cor: | Cor personalizada |
|---|---|---|---|
| Tecnologia de produto: | máquina CNC + acabamento de superfície | Consequência: | Rolamento de liga |
| Artigo nenhum: | Placa de resfriamento líquido 14 | Potência condutora de calor: | 400 W |
| Tratamento: | passivação condução de calor | Pressão de Trabalho: | Pelo menos 1 barra |
| Faixa de Ruído: | 9,5-25 | Potência da fonte de calor: | 24 kW |
| Dimensão: | 268x158x22mm | Forma: | Quadrado |
| Potência condutora de calor: | 238W | Processo: | nadadeira escavada soldada |
| Destacar: | Placa fria do inversor refrigerada por líquido,Placa de arrefecimento do líquido do inversor,Placas de frio líquido de alto desempenho |
||
Descrição de produto
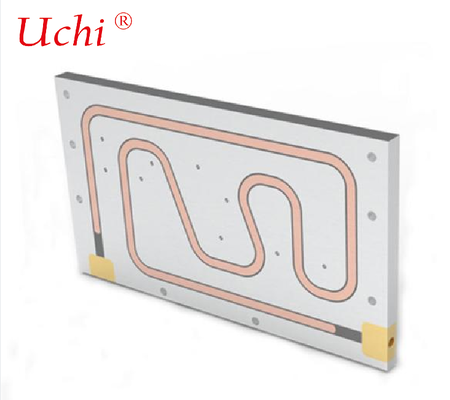
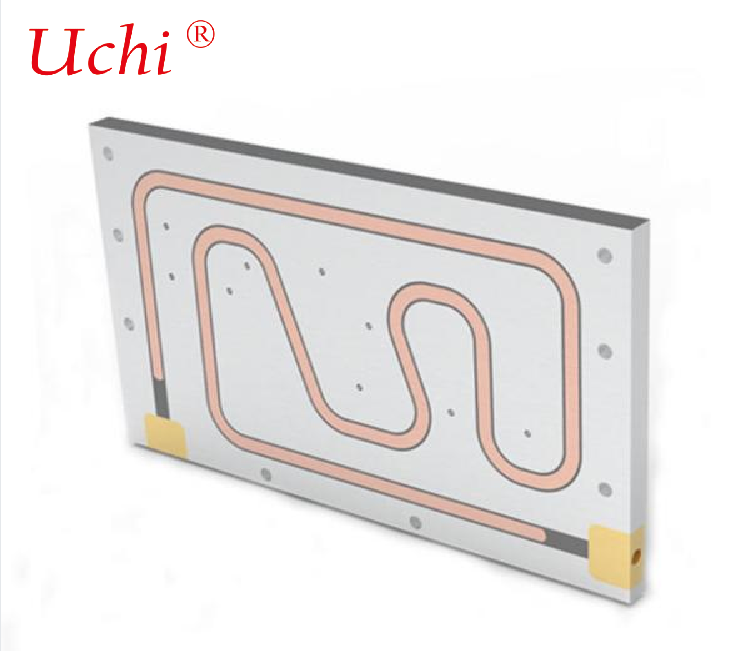
Placa fria refrigerada por líquido para inversor (placa fria líquida do inversor)
1. Visão geral do produto
Este componente de arrefecimento líquido foi especialmente concebido para inversores fotovoltaicos, inversores de armazenamento de energia, conversores de energia eólica e conversores de frequência industriais.Ele circula líquido de resfriamento através de canais de fluxo interno para dissipar o calor gerado por componentes centrais, tais como IGBTsO processo de soldagem por fricção (FSW) e soldagem a vácuo (vacuum brazing) é um processo de soldagem que consiste na obtenção de uma solução de soldagem por fricção (FSW).
2Principais processos e características aplicáveis
2.1 Versão FSW (Friction Stir Welding) (High-end Mainstream)
Adoptando a tecnologia de soldagem em estado sólido sem piscina ou poros fundidos, a resistência à soldagem atinge 90%~95% do material de base.
- Resistência à alta pressão: pressão de trabalho nominal ≥ 1,5 MPa, excelente resistência às vibrações e à fadiga térmica.
- Deformação de soldagem mínima e elevada planície da superfície, proporcionando um contato térmico superior com os módulos de potência.
- Ideal para aplicações que exigem uma longa vida útil e que operam sob vibrações severas, como instalações ao ar livre, sistemas montados em veículos, armazenamento de energia e equipamentos de energia eólica.
2.2 Versão de brasagem a vácuo (tipo rentável)
- Processo maduro com desempenho de alto custo, adequado para condições de trabalho estáticas e de baixa pressão.
- Resistência à pressão: 0,5 ∼ 1,2 MPa; ocorre uma deformação térmica relativamente grande durante o processamento.
- Amplamente aplicado em conversores de frequência de energia interna e inversores fotovoltaicos gerais.
3. Materiais comuns
Liga de alumínio (Mainstream)
- 6061/6063: Performance global ótima em termos de resistência, condutividade térmica e maquinariabilidade, a primeira escolha para modelos gerais.
- 1050/1070: Alumínio puro com maior condutividade térmica, para equipamentos com requisitos de dissipação de calor ultra elevados.
Ligação de cobre
Caracterizada por uma excelente condutividade térmica, adotada para inversores de alta potência e módulos de potência de alta densidade.
4. Tipos de canais de fluxo interno
- Canal da Serpentina: Para inversores gerais de alta potência, com fluxo de fluido uniforme e dissipação de calor estável.
- Micro-canal: Aplicado a inversores compactos com alta densidade de potência para uma maior eficiência de troca de calor.
- Canal de fluxo de divisão paralela: Permite a dissipação de calor por zonas para múltiplos módulos e garante um controlo de temperatura consistente.
5Parâmetros técnicos essenciais (normas industriais)
- Pressão de ensaio padrão: 1,0 MPa, sem fugas após 30 minutos de pressão mantida
- Temperatura de funcionamento: -40°C ~ +85°C
- Flatitude da superfície (processo FSW): ≤ 0,1 mm/m
- Agentes de arrefecimento aplicáveis: solução aquosa de etilenoglicol, água pura, anticongelante de arrefecimento específico
6. Cenários de aplicação típicos
Inversores fotovoltaicos ligados à rede, inversores de corrente, inversores centralizados
Sistemas de conversão de potência (PCS), sistemas de inversores para recipientes de armazenamento de energia
Conversores de energia eólica, inversores de tração de locomotivas
Conversores de frequência industriais, servo-motores, equipamentos de conversão de frequência de alta tensão
7Processo de Fabricação (Processo FSW)
Material cutting → Flow channel milling → Precision cleaning → Plate assembly & clamping → Friction stir welding → Post-weld finish milling → Hydraulic & air tightness testing → Surface treatment (Anodizing / Sandblasting) → Machining of mounting holes & ports → Final inspection
8Orientações de selecção
- Instalações de energia ao ar livre, energia eólica, armazenamento de energia e ambientes de vibração a longo prazo: dar prioridade à soldadura por fricção (FSW).
- Equipamento estático interno, projectos de baixo custo e condições de trabalho de baixa pressão: selecionar a brasagem a vácuo.
- Equipamento de geração de alta potência/alto calor: Escolha materiais de alumínio ou cobre de alta condutividade térmica combinados com estrutura de microcanais.

Deseja saber mais detalhes sobre este produto